






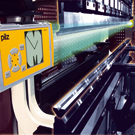
Un système de commande associé à un système de caméras de protection et de mesure qui surveille optiquement l'ensemble du processus, assure la sécurité sur les presses plieuses, même en cas de muting dynamique, ce qui permet d’exécuter plus rapidement et sans risque chaque coup de presse.
Les techniques d’automatismes étant caractérisées par une dynamique importante, de nouveaux développements technologiques sont indispensables afin de satisfaire, d’une part, aux exigences actuelles de sécurité relatives aux presses et, d’autre part, afin d’augmenter la rentabilité des machines. Pour les presses plieuses, Pilz a développé une solution de sécurité qui s’adapte particulièrement à ces équipements, tout en augmentant sensiblement leur cadence des presses plieuses et contribuant à l’augmentation de la productivité.
Cette solution compense les inconvénients que présentent les composants conventionnels de sécurité, souvent utilisés de nos jours, tels que les barrières immatérielles. Des concepts de sécurité sophistiqués et adaptés de façon optimale au process de fabrication, conçus avec des fonctions de diagnostic, ne peuvent pas être réalisés sur cette base. Les temps d’arrêt et de réglage sont longs et l’efficacité de certaines machines est limitée. Ce n’est pas le cas de la solution proposée par la société Pilz qui est composée de deux produits : le système de commande PSSuniversal PLC et le système de caméras de protection et de mesure PSENvip. Ce dernier surveille optiquement l’ensemble du processus de pliage. Installé sur le tablier supérieur de la presse, il détecte jusqu’à 10 m les plus petits corps étrangers qui peuvent se trouver dans l’espace de protection entre l’unité d’émission et l’unité de réception. De plus, il enregistre des données de commande importantes du processus de pliage, détecte la tôle et mesure automatiquement l’angle de pliage. La surveillance de la course de freinage est intégrée.
Avance rapide vers la tôle
Le système PSENvip se caractérise par une fonction de muting dynamique qui se répercute directement sur la productivité de la presse. Tandis que l’outil supérieur peut, en mode de muting normal, parcourir les derniers millimètres jusqu’à la tôle uniquement à la vitesse de sécurité autorisée de 10 mm/sec, il se déplace, en cas de muting dynamique, à une vitesse maximale jusqu’à la pièce à usiner. En d’autres termes, la distance parcourue par l’outil supérieur à vitesse réduite est raccourcie à un minimum.
Si le muting est dynamique, le champ de protection est progressivement diminué. Cela est possible grâce à un champ de mesure qui maintient le champ de protection du PSENvip stationnaire au point de rupture de la pièce à usiner. Les segments du haut du champ de protection sont désactivés avant la pénétration de l’outil supérieur dans le champ de protection. Au même moment, une rampe de freinage de sécurité est lancée pour diminuer la vitesse. Une vitesse réduite de sécurité de 10 mm/sec est uniquement atteinte directement sur la tôle. Par conséquent, la presse peut exécuter plus rapidement chaque coup de presse. D’autre part, le muting dynamique permet également d’exclure le dernier risque de lésion. En effet, la machine est complètement sécurisée jusqu’à une petite ouverture de 6 mm située directement au-dessus de la tôle. Une contusion est ainsi impossible en vitesse lente.
Un système de commande qui garantit la sécurité
Des modules d’entrées et de sorties ainsi que deux modules de compteur de sécurité sont connectés sur la tête de station du système de commande qui a deux tâches essentielles : la surveillance du muting dynamique et du profil de vitesse lors de la procédure de freinage.
Si le muting est dynamique, il faut s’assurer qu’il a effectivement été déclenché au point de rupture connu si le champ de mesure du PSENvip est en contact avec la tôle. C’est pourquoi le système de commande sélectionne de manière cyclique les codeurs incrémentaux afin de déterminer la position de l’outil. La commande numérique signale le point de rupture. Sur la base de ces valeurs, le système de commande réalise un contrôle de plausibilité et vérifie le point de rupture. Si la coupure des sorties mute ne devait pas se produire au moment prévu, la presse est stoppée.
Pour s’assurer que le processus de freinage a été déclenché en cas de muting dynamique et que la vitesse de l’outil supérieur a diminué, le système de commande surveille la rampe de freinage. À cet effet, le système de commande calcule la vitesse à partir des signaux de codeurs et compare ces derniers avec le profil de vitesse ou la rampe de freinage, dès la réduction du champ de protection et jusqu’à ce que le point mute ait été atteint. La presse est arrêtée si la courbe limite est violée en termes de vitesse et de parcours.
Par ailleurs, le système de commande PSSuniversal PLC surveille naturellement toutes les fonctions dédiées à la sécurité d’une presse : du sélecteur de modes de fonctionnement à la commande des électrovannes de sécurité des presses, en passant par l’arrêt d’urgence.









Réagissez à cet article
Vous avez déjà un compte ? Connectez-vous et retrouvez plus tard tous vos commentaires dans votre espace personnel.
Inscrivez-vous !
Vous n'avez pas encore de compte ?
CRÉER UN COMPTE